How did you decide what portions of the game challenge to address?
Game analysis the first week determined that scoring at least 2 balls in autonomous would give us the best chance at going into the teleoperated period ahead of the opposing alliance, and gives us a better chance at winning the match. Scoring in the high goal in auto became our #1 priority.
What process did you follow to evaluate different approaches to challenges?
Meetings would start with the team breaking off into smaller groups for detailed analysis of different game aspects before reconvening into a full team discussion. Those groups would then prototype the ideas found from the discussions until a solution was found.
How do you go about creating your solutions?
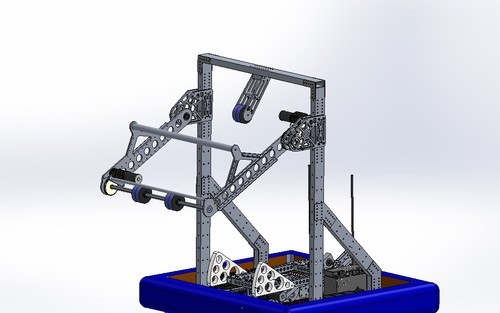
The team used Solidworks sketch tools to work out some basic designs. Prototypes were created from these sketches using materials that were on hand (wood, metal, plastic). Dimensions were tweaked and parts were modeled and assembled in Solidworks. For parts that were to be machined, drawings were made and passed along to the manufacturing teams. Appropriate file conversions were made for models that were to be made by waterjet or 3-D printer.
What issues did you run into design, fabrication, or use? How did you overcome them?
Intake: broken gears due to high overall assembly stiffness. Redesigned intake for NECMP and WCMP to use lexan strips and tubing to allow the assembly to bend but not break.
Catapult: several iterations on the choo choo gearbox, choo choo cam, and nautilus.
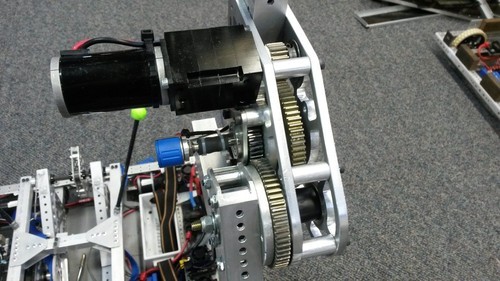
- Choo choo gearbox: initial gearbox was a BAG motor into a VEX Pro 100:1 planetary gearbox into a 20:84 custom gearbox with ½” steel keyed output shaft. This gearbox was having a tough time pulling back 4 bands. The next iteration was using a Bane Bots RS-550 motor in a VEX Pro 300:1 planetary gearbox. This gearbox could pull back 4 bands, but hearing horror stories about multistage VEX Pro gearboxes; it seemed like a ticking bomb. Pulling apart the planetary gearbox afterwards, the last stage at the output shaft was indeed seeing those failure modes. The final design was a CIM motor into a four stage gearbox with ½” steel hex output shaft and had no problems the rest of the season.
- Choo choo cam: the cam hub was initially ½” thick 6061 aluminum round stock with a 1/8” key and bolt acting as a pin through ½” steel keyed shaft. The bolt broke soon into initial testing. When the final gearbox design was produced, the hub was redesign to be made from 1” thick steel round stock. The hub was hex broached for ½” and two holes were drilled and tapped to act as set screws on one side of the ½” hex shaft.
- Nautilus: the nautilus went through several iterations. The first iteration has a ½” thick 6061 aluminum hub with a bolt acting as pin through ½” steel axle shaft. The pin broke soon into initial testing. The second iteration was a new hub of same dimensions and material but with a 1/8” keyway on ½” steel keyed shaft. This iteration lasted longer, but the force of the shot was causing the keyway in the aluminum hub to deform, in addition to deforming the keyway in the steel shaft. The final iteration was manufacturing the hub out of steel and hex broaching for ½”. The shaft material was replaced with ½” steel hex shaft and had no problems the rest of the season.
What would you do differently if you could redo it again?
We would have redesigned the ball intake. Being able to dump the ball out of the robot into the 1 point goal was huge, and with our design once the ball was inside the robot, it had to be shot out of the catapult. Intake robustness would have also been better served using pneumatics with a bottom pivot as opposed to motor driven with a top pivot.
Any final thoughts on the overall solution?
Overall the team was pleased with our design. We were fairly successful with our main goal of scoring two balls in autonomous. We liked having a strong shot with a relatively flat trajectory, which gave us a fairly broad zone to score from. Aside from the gear teeth (which was addressed with no subsequent issues), the overall vehicle design was very robust – it took a lot of defensive abuse with practically no real damage after 60+ matches. Major contributors to that was the low CG (for stability), the omni-drive base (diffused lateral impacts), and the robust structural bracing from the plywood and 4x4s.
Quick Facts Section:
- Drivetrain: VEX Prop 2014 Drive in a Day chassis with 4 wheel omni drive
- Linear Speed: 14 fps
- Wheel type: 4” VEX Pro omni
- Speed Controllers: VEX Pro Victor 884
- Programming Language: Java
- Official Record: 40-21-1
Additional Information Provided:
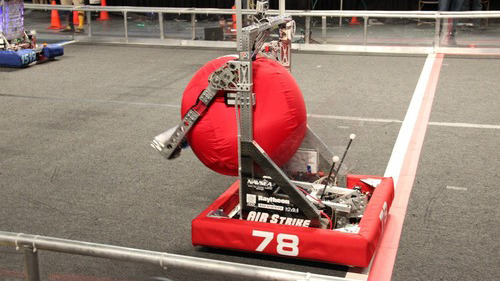
FRC78, AIR Strike, from Newport County, Rhode Island, fielded a drivetrain this year that was unique to the team’s traditional design and strategy philosophy.
Historically, FRC78 has fielded a six wheeled, tank-style drive train, usually from the provided FIRST kit of parts. Based on the game animation, the 2014 game, Aerial Assist, promised to be very interactive on the field, and the team decided early on that the drivetrain was going to have to be both agile and robust. After several days of drivetrain brainstorming, the team settled on the 2014 VEX Pro Drive in a Day (DIAD) chassis after watching it in action on the Team JVN “Build Blitz” live stream. We were most impressed with the agility of the all omni wheel drive system, and felt that would give us an competitive advantage on the field.

FRC78s designs using Computer Aided Design (CAD), specifically in Solidworks. The 2014 DIAD and other associated parts CAD models were downloaded from the VEX Pro website and assembled in Solidworks. Each corner of the chassis had 1 CIM motor with a 12 tooth pinion gear attached to the motor drive shaft. This pinion gear drove a 72 tooth spur gear, which was fastened to the 4” omni wheel.
The team originally decided to use the live axle option in the DIAD chassis in order to integrate encoder feedback into the drivetrain control system.
However, the team had no prior experience with sheetmetal, and did not properly stiffen the chassis prior to the first test drives. The frame was bent in several locations after bumping the chassis corners into the walls. The CIM pinion gears no longer properly interfaced with the spur gears and the chassis was racked and bent. The chassis was disassembled and physical inspections clearly showed deformation in the sheetmetal. The team learned important lessons that day.
Using those lessons learned, the team went back to the CAD model and decided to switch from live axle drive to dead axle drive. The dead axles were made from VEX Pro Tube Axle extrusion, ½” outer diameter and ¼” inner diameter. Grade 8, ¼”-20 bolts were used to secure the axle to the frame. This axle design stiffens the chassis at the wheel in addition to being a standard size for wheel bearings.
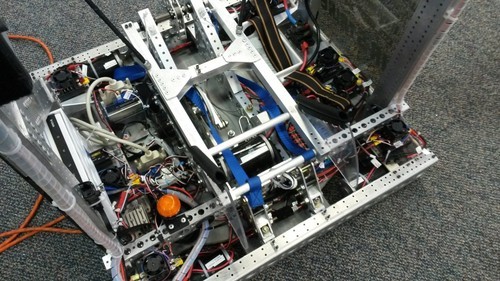
After bending the frame, it was decided to stiffen the DIAD chassis by using a belly-pan. That would also serve as the foundation to mount most of the electronics. The intake and shooter mechanisms were being designed in parallel, and given the initial estimates on weight for those sub-systems, it was determined that we could accommodate additional weight in the bellypan. The sheetmetal chassis was stiffened using ¾” plywood was used as a bellypan, connecting all 4 inner sides of the chassis together. To provide additional support and to help lower the vehicle’s center of gravity, the gap between left and right outer sides were filled with lengths of 4”x4” wood posts, ripped to size on a table saw to fit snuggly between each outer and inner side rail. Bolts through the metal and the wood made this one stiff, solid structure.
One of the most important features of this chassis was the bumper mounting. FRC78 had long wanted to use quick-release pins, but had not previously designed a mounting system that used them. The many available holes in the VEX Pro DIAD sheet metal chassis provided that opportunity. A bumper mount was designed in CAD and later 3-D printed. This mount bolted directly to the chassis in the pre-punched holes. VEX Pro sheet metal bumper mounts were slightly modified to work with the quick-release pins, and the team was pleased with the final product. The bumpers themselves were designed to be a single frame that could be lifted on and off the robot, using the quick-release pins to secure them.
The robot needed to have a ball intake in order to pick up the ball off the floor and acquire the ball from alliance partners. After several prototypes, the team settled on an intake that used powered wheel rollers. The wheels were Bane Bots brand (blue color), which the team had on hand – left over from the 2013 Frisbee shooter.
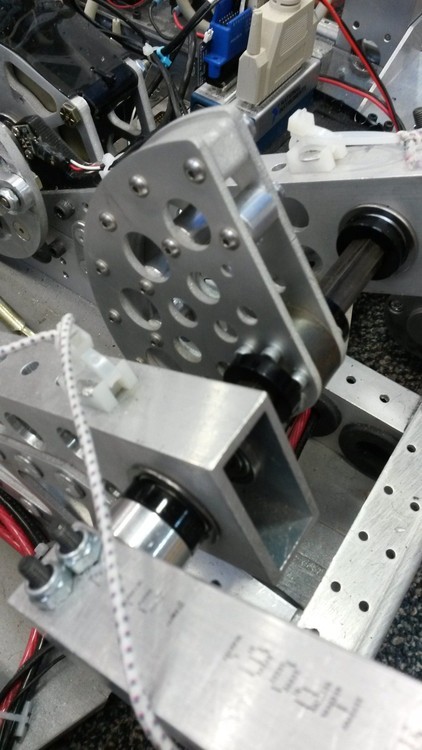
FRC78 traditionally has not used pneumatics, so electric motors were used to design the actuation mechanisms of the ball intake. A custom gearbox was designed and modeled in Solidworks using standard VEX Pro motors, planetary gearboxes and gears. The gearbox side plates were cut out of ¼” 6061 aluminum plate on a sponsor’s watejet machine. The shafts and spacers were made by a team mentor in his home workshop. Feedback position was provided by a potentiometer attached to the second stage of gearing. Further iterations of the gearbox provided bearing support of the Versaplanetary gearbox and bearing support of the 30 tooth gear on the third stage.
The intake itself went through several iterations, from ¼” plate and thin walled round tubing, to 2”x1” rectangular tubing. The first iteration did not last long during on field practice, and was promptly refitted with 2”x1” aluminum tubing to be more robust. More robust, however, had a backwards affect, as stiffening the assembly caused shock loading to travel up the intake into the last stage of gearbox gearing. Several broken gears during competition forced the team to redesign the intake to bend, but not break. A gap was cut into the arms, to be bridged by thick Lexan that was machined to sandwich the 2”x1” tube sections, and a pair of thin-walled Lexan square tubes replaced the 2”x1” aluminum cross brace.
The team prototyped a few shooter designs, including a catapult, a wheeled shooter and a sling-shot. The team was worried about damaging the ball with the wheeled shooter concept, and the prototype for the sling-shot shooter did not show promise. The catapult showed a lot of promise though, and the team liked the type of shot it could produce (flat trajectory with power).
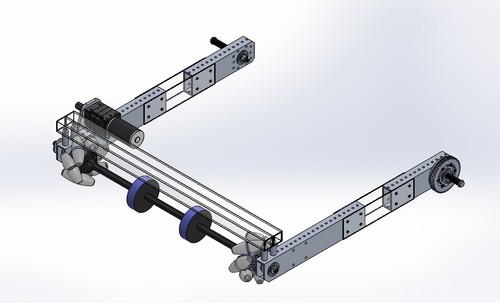
Initial prototypes used heavy-duty bungee to provide torque for the shot, but it required a tremendous amount of bungee to achieve the desired results. Instead, the final design utilized five 5/8” diameter surgical tubing, assembled like spear gun bands, to provide power for the shot. The bands were tested on an Instron machine by one of the team’s sponsors and were shown to provide approximately 100lbs of tension each, as installed. One side of the power bands was secured to the chassis using a steel axle. The other side was gathered into a quick-link tied to a high strength Dynema cord. That cord ran over a 3” radius Nautilus cam attached to a steel hex shaft on the catapult cradle.
Inspired by the JVN design, the team selected a choo-choo cam mechanism to pull back and fire the catapult. The choo-choo cam was driven by a CIM motor through a four stage custom gearbox, utilizing VEXPro gears and water-jetted aluminum side plates. The cam itself was a plate and hub assembly, driven by the gearbox output shaft. A custom stop-pin for the choo-choo linkages was fabricated from a 5/16” Grade 8 bolt. Two linkages were used to actuate the catapult. The linkage attached to the cam was a custom machined aluminum part, slightly longer than the diameter of the cam. The other linkage was assembled from threaded rod with Heim joints at both ends, allowing its length to be adjusted. As the choo choo cam rotated, the stop bolt would engage the aluminum linkage, pulling the catapult back under tension from the bands. Redundant limit switch sensors stopped the catapult cradle when it reached loading position. To fire, the choo-choo was driven forward until the aluminum linkage came past center and was no longer held by the stop bolt, releasing the arm to fire.

Article Content Provided by: Thomas Dolan (FRC78 Mentor)

[…] How to Pass Inspection [SA] Registration 2015: First 12 Hours [HL] Stop Overbuilding. Just Stop. [RP] Calling in an AIR Strike – FRC78 (2014) [PP] Coach’s Corner with Adam Freeman [SA] Dozer Does […]