Another week, another challenge.
Practice
Practice went OK at Pearland last weekend. We had to fix some things in order for the drivetrain to work properly (get the chain tight, fix the hood for our shooter, etc) but we managed to do that in the first couple of hours and then got to actually drive the robot around and test autonomous.
We were able to get the navX to turn the robot automatically to a certain angle and as well as get the robot to drive straight for a certain distance. We did not get a chance to check our shooter then but at least the programming team is further than they have ever been during the season(on all teams I have been on).
https://goo.gl/photos/fmB13hFXL6VyK7iR6
Electronic Layout, CAD, and Shooter Testing
Electronic Layout
The most important things that were done this week were the CAD, making electronic layout for the final robot and planning what we need to accomplish in week 5 and 6.
First order of business for the electronics team is to create a layout of all of the components as this year packaging is a big deal and we would like to make sure that it is all neatly packaged and easily accessible to change in case something breaks.
We made sure that we can access the battery and that everything fits under the hopper and does not interfere with the shooter or intake.
Finally, we came up with something that looks like this:
This does not include the compressor and the tanks, but we figure we can put the tanks flat under the fuel tank (attached to the bottom of it on the sides as we need a ramp for the balls to funnel to the center anyway).
CAD
This was probably the busiest subteam this week. We decided that making the shooter and the intake out of 2x1s is not practical. Even though the 2x1s are sturdy and let us use VersaBlocks, but the attachment to the frame and to the baseplate is nowhere close to something that we can do with a sheet metal part. For this reason (among others, like the fact that it is easier to space holes and make mounting holes in sheet metal) we decided that we were going to make the shooter and intake out of sheet metal.
This was the main point of CAD this week, as well as making sure that everything else fit nicely into the robot, to try to maximize the volume and make sure that everything is secure for liftoff.
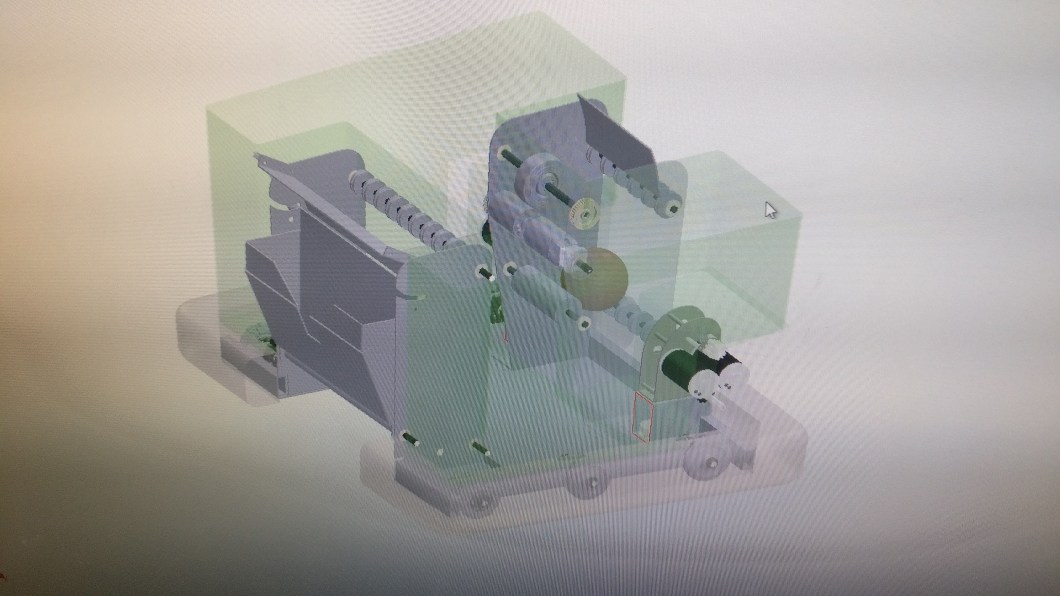
There are a couple of things here worth noting. First, the passive gear intake is actually the back (or I guess technically the front) of our collector/intake. So we have rollers and on the other side is the passive intake, when it is down it acts as the surface which the balls ride up on in the intake.
Second, since all of the parts are now sheet metal or Lexan, they take up less space but they are less rigid by themselves, so we made sure to add support between them ( in the form of standoffs) as well as will most likely add bends in order to stiffen up the system. This will ensure that nothing bends when we climb as well as if we get hit by other robots while driving.
The hopper was CADded (to be made out of Lexan) which basically takes the entirety of the robot (what is left from all other subsystems taking space):
The hopper will be angled towards the middle in order to funnel the balls into the shooter intake.
Shooter Testing
There are still a few things up in the air for us. We have settled on the shooter type but have not finalized what kind of motor we are using with which kind of ratio and compression. This was the major challenge this week. We have tested all kinds of options and have come to some interesting conclusions (well… sure I guess interesting)
- Any precision holes by hand are a no go
- Compression is the main factor in the launching of the ball not necessarily speed
- There are a couple of motor options as far as launching this relatively light ball
Let’s talk a little about the second and third point. We have tested several combinations of motor and gearbox with our shooter. Initially, none of them worked because our ball got stuck at the very top of the shooter where the intake was giving it off to the shooter wheel.
See below for what we had to do (stood off Lexan plate) to try and fix it and it still did not work:
The reason is that the compression was not the same throughout the ball cycle (intake, and shot). Point 2. Having said all that, you do need some speed to launch the ball, so we tried several options (albeit, not all conditions the same).
First we tried to go with a 775pro 1:1 to the shooter and we seemed to get the speed and a great PID response as far as getting right back to speed, but for some reason (we later found out the compression issue as well as a shooter wheel weight issue) we could not get the shot to be consistent and sometimes it would not go far at all.
Then we decided that the 775pro was not worth it at that point in time and decided to try a MiniCIM, also 1:1. More torque should be better. Well, turns out it was the same. This is when we realized that there were other things here at play besides the motors and speeds.
After struggling with the 2×1 shooter we decided to quickly cut a sample of a sheet metal shooter on our CNC.
This is what it looks like. This allowed us to make sure that our compression stayed the same throughout the shot/intake as well as the distance between the holes was exactly right for the belts.
The first test we did with this shooter (with the MiniCIM) we shot the ball about 2x further in the air than needed…. oops. Well, at least we figured out our compression issues. The miniCIM was running full speed, so when the ball came out it slowed down and without PID did not speed up fast enough for the second ball to get the same exit velocity.
Now we are going to go back to the 775 pros and see if we can get a better recovery time with PID like we had in the first iteration of the shooter and see how fast we can get out rate of fire to be.
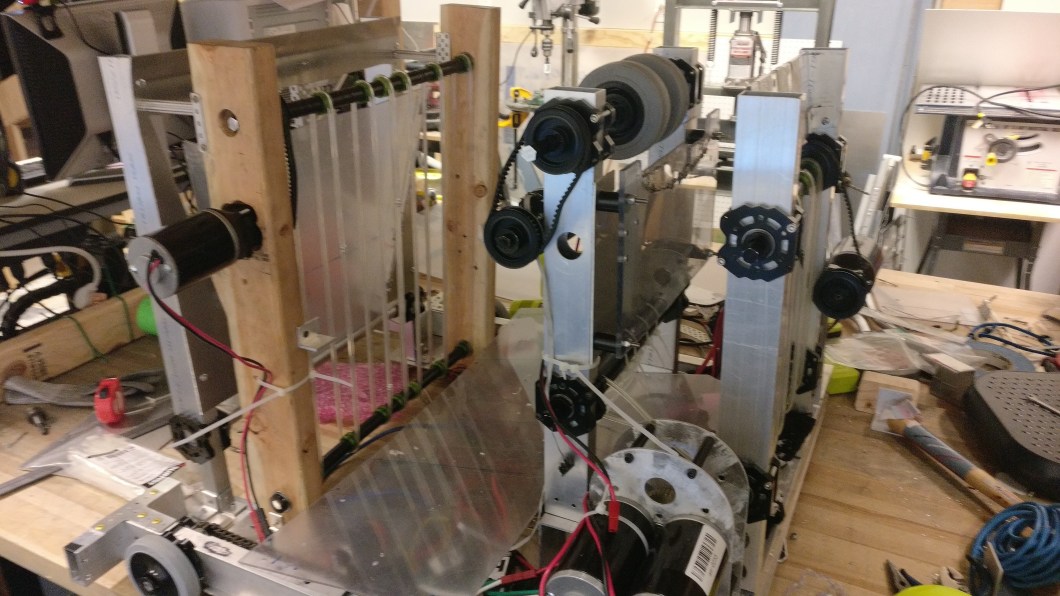
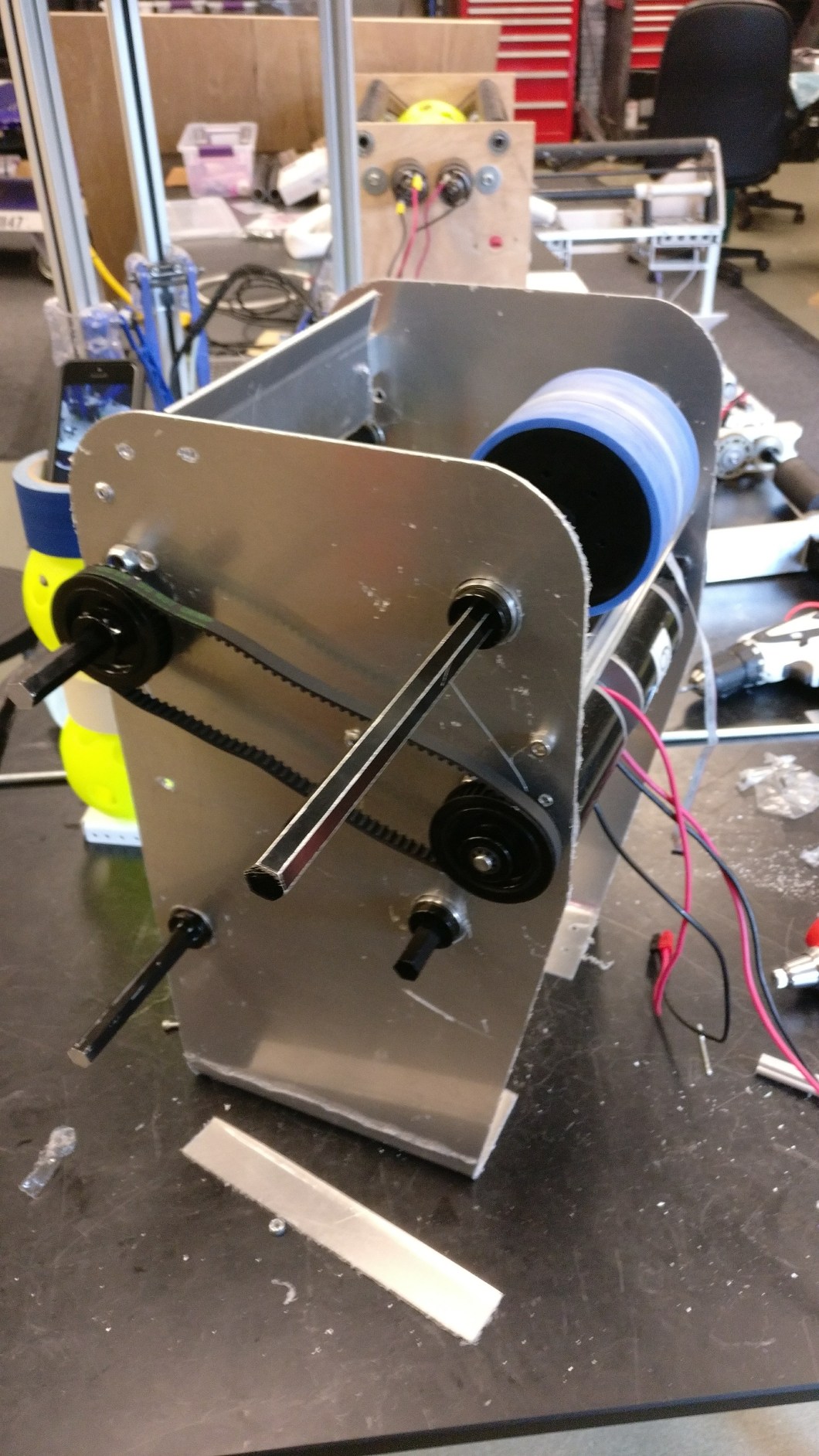
The hanger is going to be tested in its v2 configuration. Right now it is geared a little faster than it will be on the final version but it is a lot sturdier than the previous one. We are also experimenting with rollers as we need the hanger roller to fit inside our pulleys of the shooter intake.

We are tryout out different things for the roller but we found some nice 1-inch hex with 1/2inch hex ID that will work nicely and makes it easy to fit on the shaft. This will allow us to drill holes in it for the screws that will grab onto the rope with loops.
https://www.mcmaster.com/#9063t37/=1683z87
Manufacturing
OK, well we can’t test all day until week 6, we have to start building things…. Because that is true, and some of the parts are already finalized (drivetrain, … well mostly just drivetrain) we started the manufacture and assembly of some of those parts for the practice robot. (Everything for the competition robot will be taken to anodizing on Tuesday (more on schedule later).
So we started with making the west coast drivetrain plates/tubes. We cut and made holes for the Versa Blocks in the side rails. This now needs to be cleaned and put together.

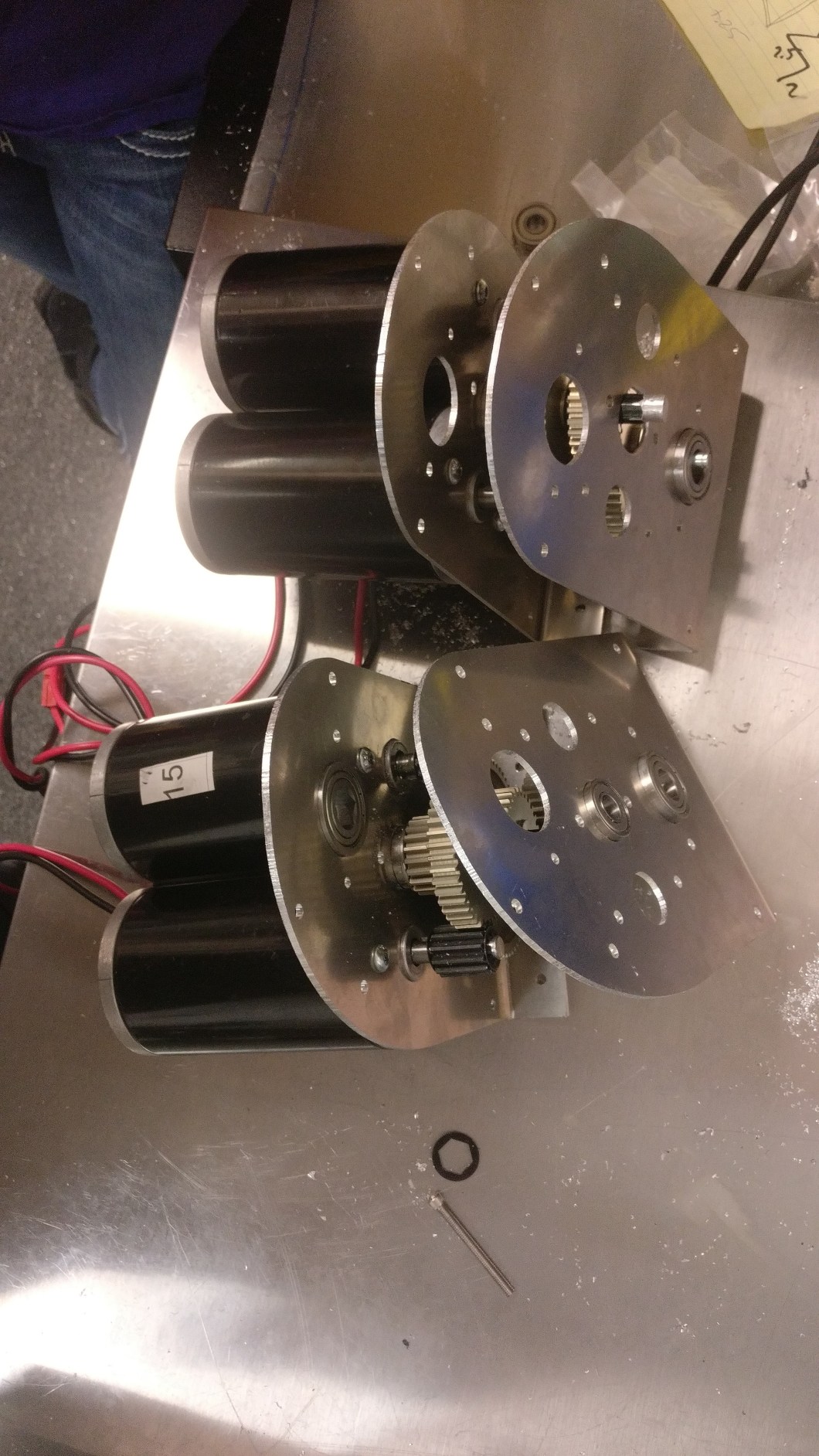
The Gearbox plates were CNCd in-house and were bent. This allowed us to put them together (minus a 3/8 hex that we are getting lathed right now) and once we get the shaft we can get them fully assembled and tested.
The hopper was cut out of Lexan as well, and now we just have to bend it to match the CAD and so that it fits on the robot.

That is pretty much all of the manufacturing that will be done in-house for the Practice robot. The other things we are getting plasma cut at our sponsor. This brings me into a nice segway to the last section of this post.
Week 5 Schedule
This week is going to be a busy one.
- On Monday we are getting our sheet metal parts cut by our sponsor
- Then on Monday after the cutting we have to bend them, clean them up, and get them ready for anodization. (I have to drop them off at our sponsor on Tuesday morning)
- During the week the un-anodized set will get put together as the practice robot.
- At the end of the week (hopefully) we will get our anodized parts and start putting together the competition robot which will be ready around Wednesday of week 6.
- Then its code, practice, and tweaking.
Long 2 weeks ahead but they are going to fly by!
