We are a little behind on our plans right now. We were supposed to have a fully functional practice robot done by the end of this weekend but we are a little bit behind schedule. The good thing is that this next week is break at the school, but the bad thing is that there is break at the school and the students are leaving on vacations.
More Manufacturing
A lot more manufacturing was done this week. We started off by making 2 sets of the drivetrain plates. One set we used for the practice bot and the other we are giving to our anodizing sponsor.
Our sheet metal sponsor had a problem with their plasma cutter so we were only able to cut parts Wednesday, which slightly delayed our timetable. This led to us looking for another place and we found a place that does laser cutting and were able to get them to cut some parts for us to take to anodizing (Thank you very much Texas Metal Specialty)
The parts came out much cleaner than the plasma parts so we decided to take those to anodizing for our final robot and use the plasma parts that we got a couple of days later for the practice one.
Here are the parts from the laser:

We did also get our parts from anodizing today, but have not opened them as the practice robot is not quite complete.
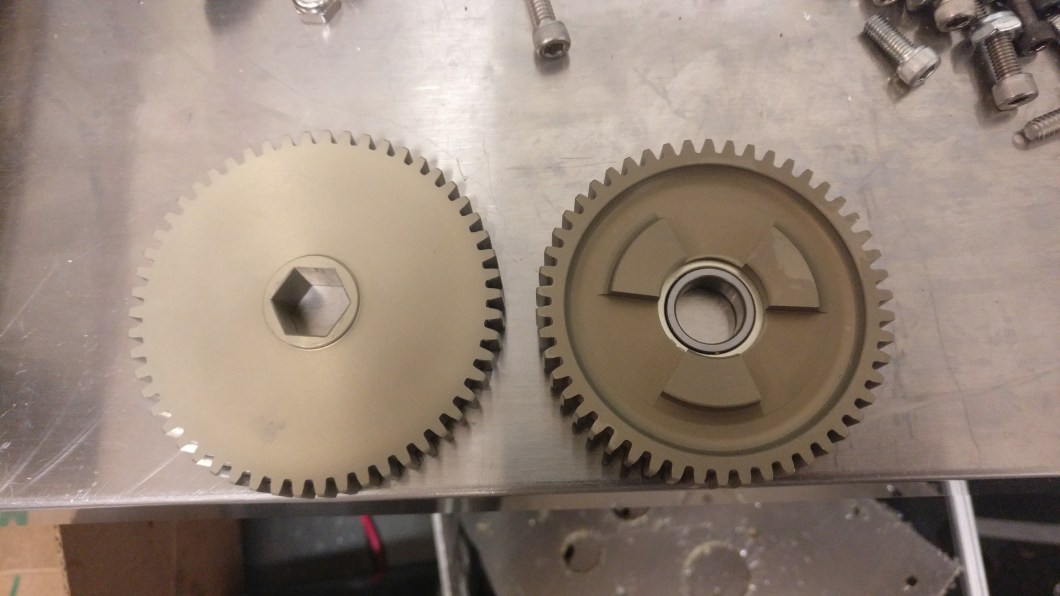
Another thing that we had our friends Liberty Precision do for us is to mill out 54 tooth 1/2 inch hex gears from VEX to make them dog gears. This is the gear we are going to potentially use for climbing if we do not use our 2 bag motor setup that we tested.
Building
Since we were able to make one set of drive train plates and the plasma cut sheet metal came in closer to the end of the week, we were able to start putting together different subassemblies.
Shooter
The shooter was cut, bend as the assembly started. Because we were able to prepare the shafts with everything that needed to go on them before hand assembly actually didn’t take very long, but making standoffs and small things took the longest.
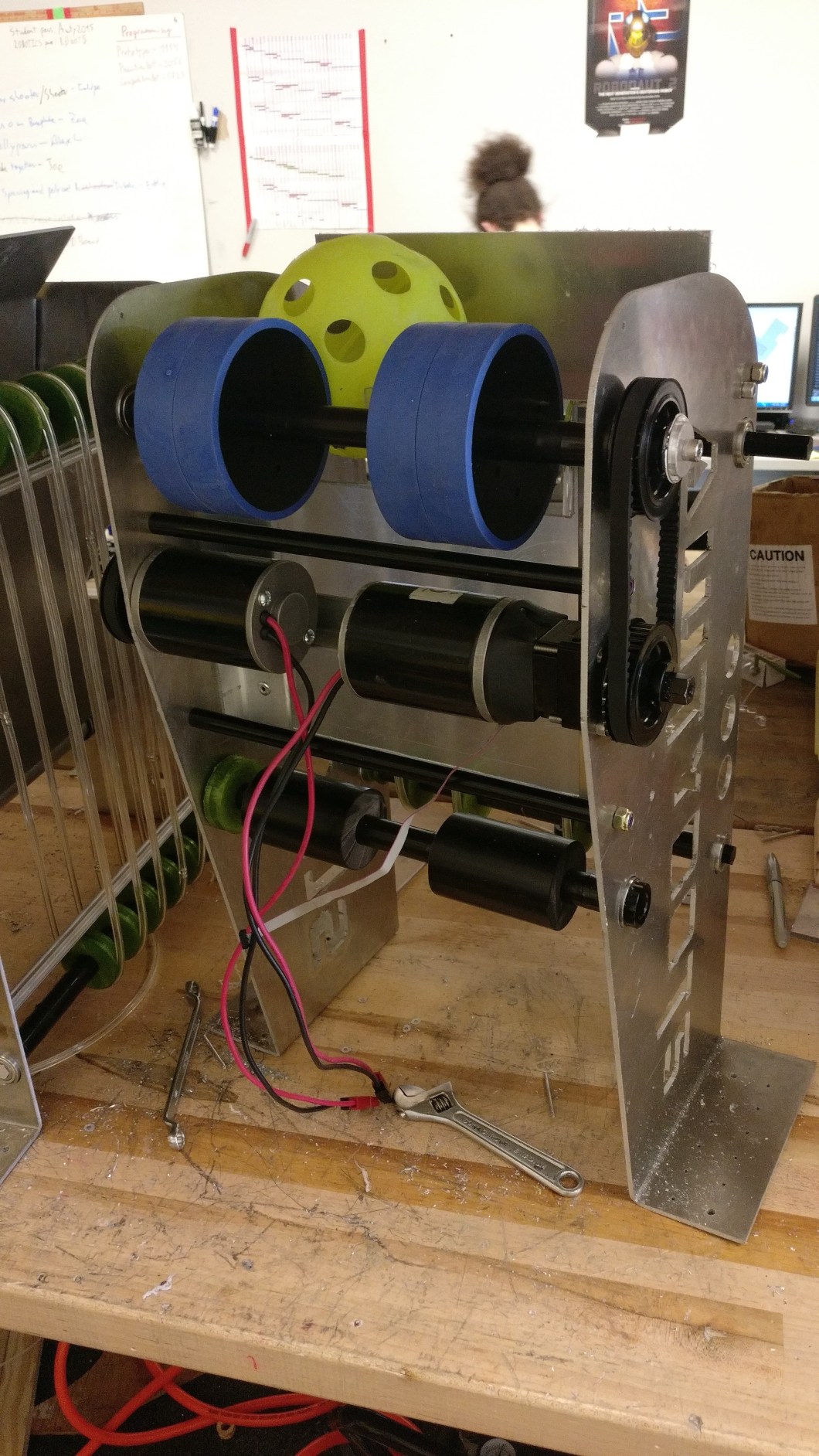
We managed to get the shooter all together by the end of this week with the small exception of the plate that goes in front of the shooter motors to give the balls slight compression going up the intake, as well as the divider plate that goes in the middle to split the 2 streams of balls.
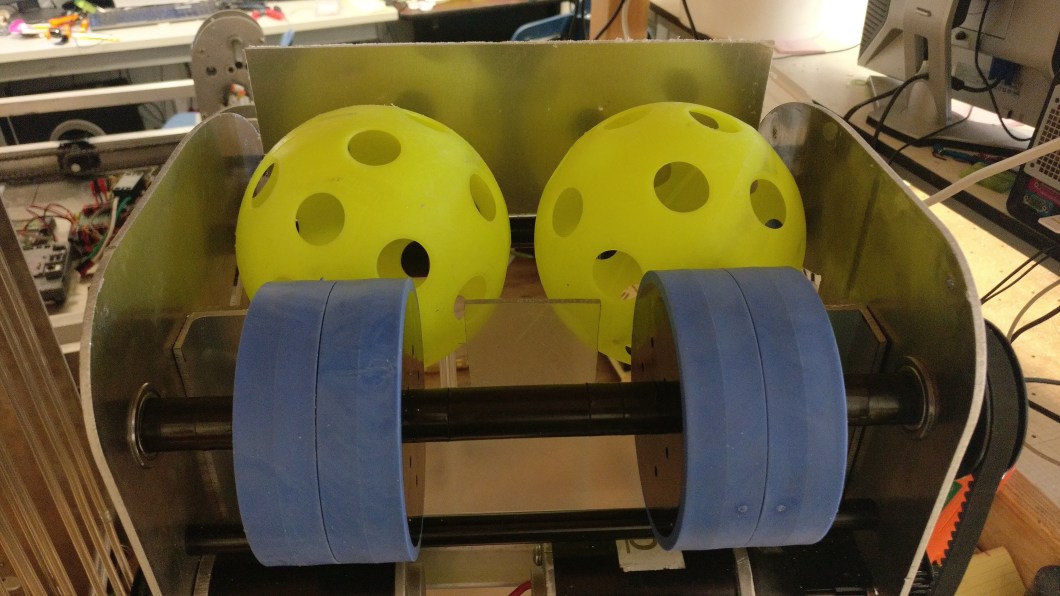
We decided this week that we will have 2 balls wide shooter to increase our bps (balls per second) and this will make the feeding from the hopper easier as the hopper will also be divided into 2 sections. From our shooter tests with one stream (https://goo.gl/photos/4B6qzP2e9VstDrQ77) we were able to get about 4bps with a human feeding it per stream, if we have 2 that will be a total of about 8bps which is enough for us for now. If we need to get faster the shooter should be fine and we will have to work on an active shooter intake from the hopper and hopper agitation.
Intake/Gear Intake
The final CAD version of these 2 subsystems is one system. We put both of them together and have attached pistons (held right now by some electrical tape) to make it a complete subsystem. We found out for some reason that our CAD had a hole for the piston in the wrong place to we had to drill another one about an inch lower. Overall though CAD is awesome as we were able to put together this relatively complex system pretty easily without major re-machining or re-bending etc. The piston seems to work well (its a 5-inch stroke spring return so it is always in the right position and we only engage it if we need to load balls from the human station).

We need to figure out a better way to secure the shaft that is actually letting all of the parts rotate around it, though. We are looking at things like c clips but something that is easy to take on and off.
This is always an option: http://www.homedepot.com/p/Crown-Bolt-3-8-in-C-Clip-2-Pack-75058/203538023 but if we use this we need to machine or make a groove in the shaft which is not easy.
I am more a fan of using something like this: https://www.grainger.com/product/GRAINGER-APPROVED-Retaining-Ring-41MJ23?s_pp=false&picUrl=//static.grainger.com/rp/s/is/image/Grainger/41MJ17_AS01?$smthumb$
if you need to keep a smaller shaft than the 1/2 or 3/8 hex from moving side to side. These are a pain to get off but they do not move and are relatively easy to put on (just get a socket and a mallet and push it onto the shaft.
Some of these pieces on the gear intake do not need to be made out of metal so we are going to cut them on our small in-house CNC out of Lexan when we get a sheet of it Monday.
Drivetrain
The Practice bot drive train is done. Gearboxes are attached, greased and chained to the drive. With the rails above the wheels, the drive is sturdy and there is backing for the bumpers and the 1x1s act as handles to lift the robot (pretty handy).
Since the VersaBlocks are flipped we have a minimal clearance and the chain does not rub on the belly pan.
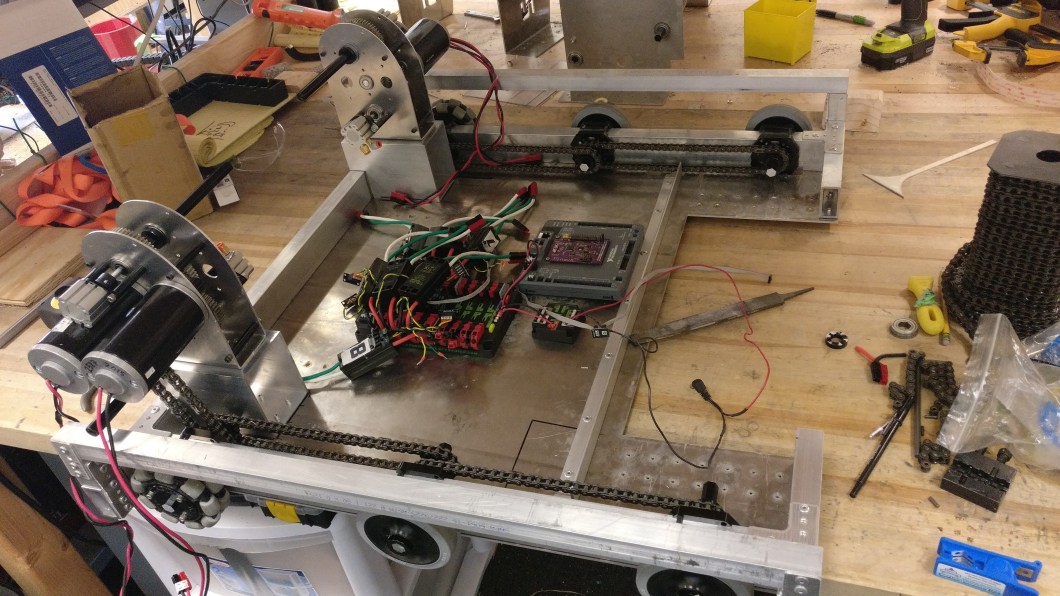
The gearboxes finally got the shafts for the hanger in them. Currently they are actually tilted a little out because of the tension on the chain but once the shooter is on the shafts on top (with the shifters) will have another point of contact and will straighten out (we will also need to reduce the chain tension a little, but we have slots for the Versablocks so that will be easy to do).
The electronics was all cut to the correct sizes and placed on the practice bot drivetrain. Monday we will actually velcro it to the base and start plugging in the drive motors for testing.
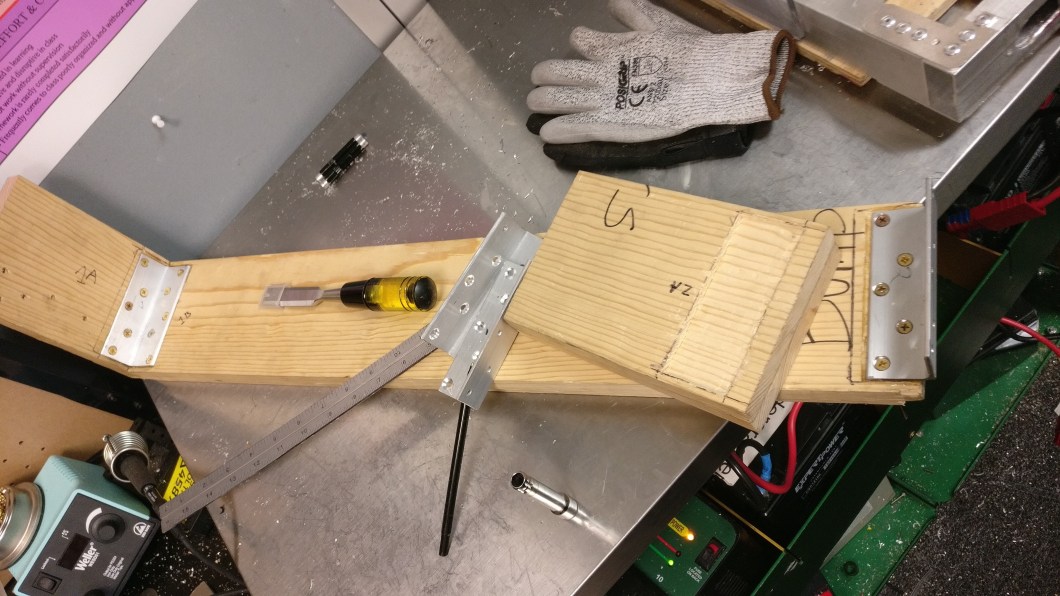
Bumpers
Bumpers were started. We had issues last year where our wood screws came out and loosened over time, and the metal angle also got in the way of the frame (as the bumpers were cut to size but the inside 1/8 not accounted for). This time we decided to go all in. We made sure to chisel out enough of the wood to have the bracket flush with the wooden bumpers. We also screwed each side of the bracket with 6 wood screws and epoxied the bracket and the screws in. Hopefully, this will stay.
The good thing is that the separate subsystems are pretty much done so all we need to do is mount all of them onto the drivetrain and test it all out. Long week ahead, finishing up practice bot hopefully Monday and getting started on the competition robot that we will bag. Crunch time!
